


виды координатно измерительных машин завод
На рынке **координатно-измерительных машин**, или КИМ, сейчас полно предложений. Часто вижу, как заказывают оборудование, ориентируясь на 'самое дорогое и крутое'. Но на самом деле, выбор КИМ – это целая наука, требующая понимания специфики производства и задач, которые предстоит решать. Попытаюсь поделиться некоторыми наблюдениями, основанными на многолетнем опыте работы в этой сфере. Важно понимать, что универсальных решений не существует. Начало пути часто связано с ошибками, и я постараюсь обозначить наиболее распространенные.
Обзор рынка и основные типы КИМ
Чтобы понять, с чего начать, нужно разобраться в разнообразии **видов координатно-измерительных машин**, представленных на рынке. В первую очередь, это ручные КИМ – простые, удобные для быстрой проверки деталей. Но их точность, конечно, ниже, чем у автоматизированных систем. Далее – полуавтоматические КИМ, сочетающие в себе ручное управление и автоматизацию некоторых операций. И наконец, полностью автоматические КИМ, способные работать в режиме 'без участия человека', что критично для серийного производства и контроля качества.
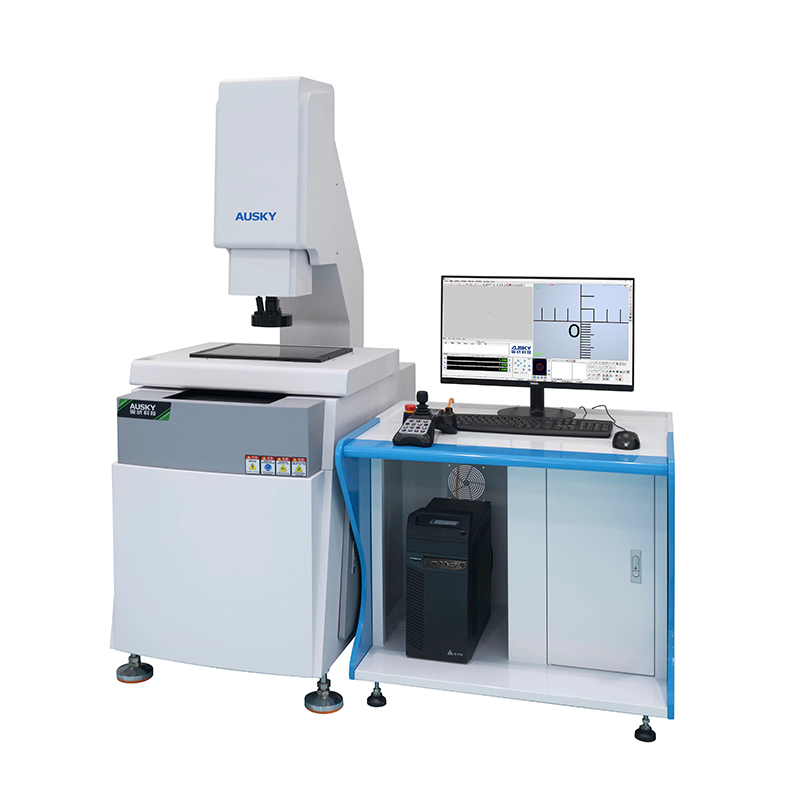
Помимо общей классификации, КИМ можно разделить по типу используемых датчиков: оптические, индуктивные, лазерные. Каждый тип имеет свои преимущества и недостатки, и выбор зависит от материала детали, требуемой точности и скорости измерения. Например, оптические датчики хорошо подходят для измерения деталей из металла и пластика, а лазерные – для сложных поверхностей и больших размеров. Завод, специализирующийся на производстве КИМ, должен предлагать широкий спектр моделей, чтобы удовлетворить потребности разных клиентов.
Ручные КИМ: скорость и доступность
Ручные КИМ часто недооценивают, считая их устаревшими. Но для оперативной проверки детали, особенно на участке доводки, они остаются незаменимым инструментом. Важно правильно выбрать модель с подходящим диапазоном измерений и точностью. При выборе обращаю внимание на удобство управления и эргономику – длительная работа с КИМ должна быть комфортной. Многие современные ручные КИМ оснащены цифровыми дисплеями и интерфейсами для передачи данных на компьютер, что значительно упрощает работу с ними. Не забывайте про калибровку – это критически важно для обеспечения точности измерений.
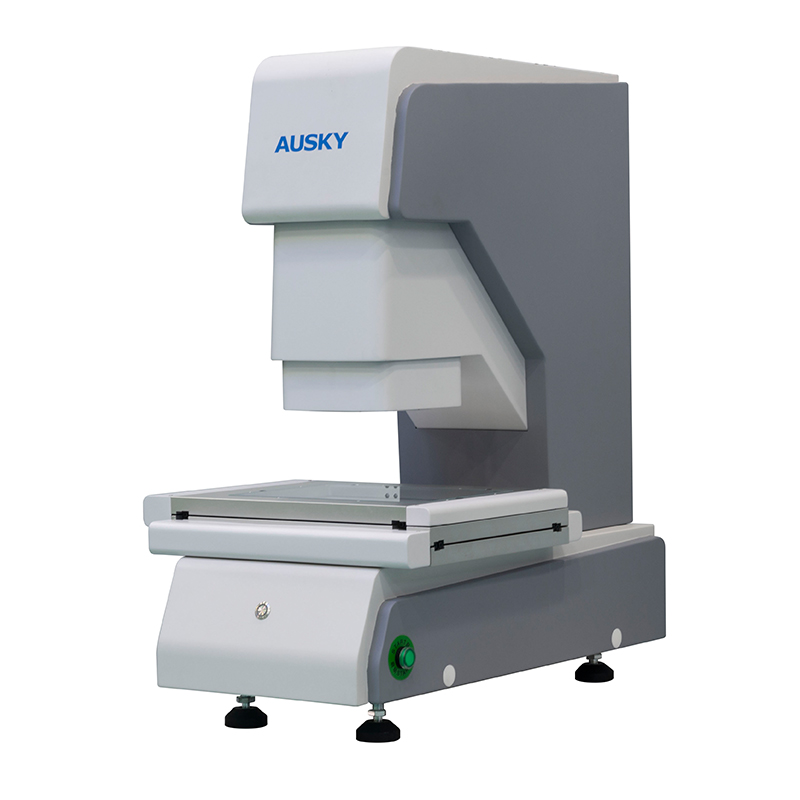
Полуавтоматические КИМ: баланс между точностью и скоростью
Полуавтоматические КИМ – это компромисс между точностью и скоростью. Они позволяют автоматизировать некоторые операции, например, перемещение по осям, но требуют участия оператора для установки детали и запуска измерений. Такие КИМ часто используются для контроля деталей средней сложности и для выполнения большого количества измерений. Важно учитывать, что полуавтоматические КИМ требуют больше квалификации оператора, чем ручные. Поэтому при обучении персонала стоит уделить особое внимание правилам работы с оборудованием и интерпретации результатов измерений.
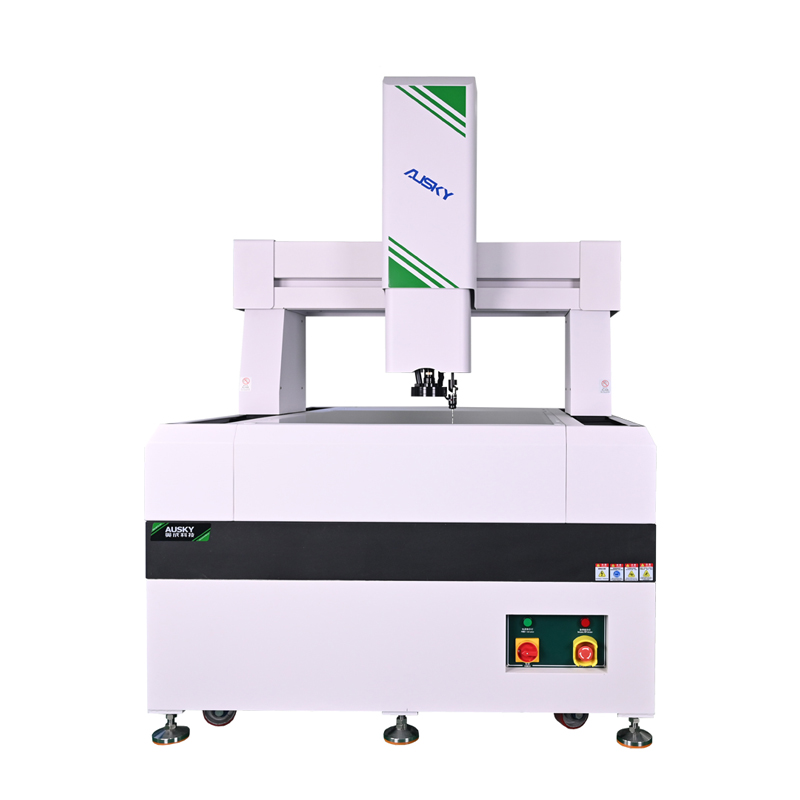
Автоматические КИМ: автоматизация контроля качества
Автоматические КИМ – это решение для крупносерийного производства и контроля качества. Они способны работать в режиме 'без участия человека', что позволяет значительно повысить производительность и снизить количество брака. Автоматические КИМ часто интегрируются с системами управления производством (MES) и системами контроля качества (QMS), что позволяет полностью автоматизировать процесс контроля качества. Такие системы обычно дороже, но в долгосрочной перспективе окупаются за счет повышения производительности и снижения затрат на персонал.
Примеры из практики: успех и неудачи
Однажды мы помогали предприятию, занимающемуся производством сложных деталей для авиационной промышленности. Они планировали внедрить автоматическую КИМ для контроля деталей с высокой точностью. Выбор пал на систему с лазерным датчиком и системой управления на основе искусственного интеллекта. После внедрения удалось значительно сократить время контроля и повысить точность измерений. Однако, initial training персонала оказался проблемой – требовались специалисты с высоким уровнем квалификации, способные работать с сложным программным обеспечением и интерпретировать результаты измерений. Эта проблема была решена путем организации специализированных курсов и привлечения опытных специалистов.
В другом случае, у клиента был бюджет, ограниченный и он выбрал самый дешевый вариант КИМ. В итоге, через несколько месяцев выяснилось, что точность оборудования не соответствует требованиям производства. Попытки калибровки не помогли, и пришлось докупать более дорогой, но качественный КИМ. Это пример того, что экономия на оборудовании может привести к еще большим затратам в будущем.
Проблемы с интеграцией и калибровкой
Часто возникает проблема с интеграцией КИМ с существующими производственными процессами. Не всегда удается без проблем подключить оборудование к компьютерам и другим системам управления. Кроме того, важно правильно откалибровать КИМ, чтобы обеспечить точность измерений. Калибровка должна проводиться регулярно, с использованием калибровочных эталонов. Мы часто сталкиваемся с ситуациями, когда клиенты не уделяют должного внимания калибровке, что приводит к неточным измерениям и, как следствие, к браку.
Рекомендации при выборе заводского оборудования
При выборе КИМ на заводской площадке, необходимо учитывать несколько факторов. Во-первых, это точность и диапазон измерений, которые должны соответствовать требованиям производства. Во-вторых, это скорость измерений, которая должна быть достаточной для обеспечения необходимой производительности. В-третьих, это удобство использования и эргономика. И, наконец, это стоимость оборудования и стоимость обслуживания. ООО Аотянь Синьчуань Технологии (Шэньчжэнь) предлагает широкий спектр **видов координатно-измерительных машин**, от простых ручных моделей до сложных автоматизированных систем. Наш опыт позволяет подобрать оптимальное решение для любой задачи. Вы можете ознакомиться с нашим ассортиментом на сайте https://www.ausky.ru. Нам важен не только продажа оборудования, но и техническая поддержка, обучение персонала и сервисное обслуживание.
Стоит обратить внимание на репутацию производителя и наличие сервисной поддержки. Убедитесь, что производитель предоставляет гарантию на оборудование и имеет сеть сервисных центров в вашем регионе. Также важно изучить отзывы других клиентов о продукции и сервисе производителя. Перед покупкой рекомендуется провести тестирование оборудования на образцах ваших деталей.
Будущее КИМ: тенденции и перспективы
В будущем **виды координатно-измерительных машин** будут продолжать развиваться. Ожидается, что все больше КИМ будут оснащаться искусственным интеллектом и машинным обучением, что позволит им самостоятельно выявлять дефекты и оптимизировать производственные процессы. Также будет расти спрос на портальные КИМ с большим диапазоном измерений, которые позволят контролировать детали больших размеров. Кроме того, будет развиваться технология 3D-сканирования, которая позволит создавать цифровые модели деталей и сравнивать их с реальными образцами.
Мы видим будущее за интегрированными системами контроля качества, в которых КИМ будут взаимодействовать с другими системами управления производством и системами контроля качества, что позволит полностью автоматизировать процесс контроля качества и повысить эффективность производства. Особое внимание будет уделяться диагностике состояния КИМ и предотвращению поломок, что позволит снизить затраты на обслуживание и увеличить срок службы оборудования.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты




Связанный поиск
Связанный поиск- Высокоточная машина для измерения изображений 2.5D Производитель
- координатно измерительная машина как работает заводы
- измерительные и контрольные машины Поставщик
- оптические измерительные машины Производители
- Стеклянная линейка цена
- контроль измерительная машина
- Оптический измерительный прибор с ЧПУ
- 3D-Видеоизмерительные приборы Основная страна покупателя
- контроль измерительная машина Производители
- Видеоизмерительная система VMS заводы







