


измерение координатно измерительной машиной Поставщик
При выборе поставщика координатно-измерительных машин (КИМ) часто сталкиваешься с размытыми обещаниями высокой точности. Все предлагают 'точность до микрометра', но на практике, особенно при работе с нестандартными деталями или в условиях неидеальной калибровки, реальный результат может сильно отличаться. Опыт показывает, что просто указать класс точности недостаточно – нужно понимать, какие факторы влияют на её достижение и как их контролировать. А вот о реальных проблемах и способах их решения часто умалчивают.
Проблема классификации точности: что на самом деле измеряется?
Каждый, кто работает с КИМ, хоть раз сталкивался с путаницей в классификации точности. ISO 10360-2, конечно, стандарт, но интерпретировать его параметры, особенно при работе с сложными геометрическими формами, бывает непросто. Многие поставщики ограничиваются указанием общего класса точности, не раскрывая, какие именно отклонения они гарантируют по каждой координате, и при каких условиях эти отклонения достижимы. Например, 'точность до 0.01 мм' может означать разные вещи: для линейных измерений, для угловых, при определенной температуре и влажности, и т.д. Иногда, 'точность' – это скорее оценка стабильности, чем гарантированное значение отклонения.
Я помню случай с заказом КИМ для производства деталей сложной формы для авиационной промышленности. Поставщик, пообещав 'высокую точность', предоставил спецификацию, в которой указан только общий класс точности. После доставки и калибровки выяснилось, что отклонения по некоторым координатам превышают допустимые значения, требуемые для наших деталей. Пришлось прибегать к дополнительным процедурам калибровки, что увеличило время производства и затраты. В итоге, мы поняли, что нужно требовать более детализированную спецификацию, включающую информацию о допустимых отклонениях по каждой координате, а также о влиянии внешних факторов.
Влияние внешних факторов на точность измерений
Важно помнить, что заявленная точность измерительной машины не является абсолютной величиной. На неё сильно влияют внешние факторы: температура, вибрация, загрязнение, квалификация оператора. Например, изменение температуры даже на несколько градусов может существенно повлиять на линейные размеры и углы, особенно если используются материалы с высоким коэффициентом теплового расширения. Вибрация, даже незначительная, может привести к появлению систематических ошибок при измерении.
Мы однажды столкнулись с проблемой систематической ошибки при измерении деталей из титана. Оказалось, что колебания температуры в помещении влияли на линейные размеры. Решение – установить систему контроля температуры и влажности в помещении, а также регулярно проводить калибровку КИМ в контролируемых условиях.
Калибровка КИМ: более чем просто проверка точности
Калибровка – это не просто процедура проверки точности. Это комплекс мер, направленных на поддержание соответствия КИМ заданным характеристикам. Необходимо не только проверять точность, но и корректировать параметры, влияющие на её достижение. В частности, важно проверять и корректировать углы наклона, выравнивание стола, и другие параметры, определяющие геометрию измерительного пространства.
Процедура калибровки должна проводиться с использованием калибровочных эталонов, сертифицированных аккредитованными лабораториями. Не стоит экономить на калибровке – это инвестиция в качество продукции. Мы регулярно проводим калибровку наших КИМ в аккредитованной лаборатории, что позволяет нам быть уверенными в точности измерений.
Автоматизация калибровки: современный тренд
В последнее время наблюдается тенденция к автоматизации процедуры калибровки. Это позволяет сократить время и повысить точность измерений. Автоматизированные системы калибровки позволяют проводить измерения и корректировки параметров без участия оператора, что исключает влияние человеческого фактора. Также, автоматизированные системы калибровки позволяют собирать статистические данные о точности измерений, что помогает выявлять систематические ошибки и оптимизировать процесс калибровки.
Выбор поставщика: на что обращать внимание?
При выборе поставщика КИМ необходимо обращать внимание не только на цену, но и на репутацию, опыт работы, а также на предоставляемые услуги по калибровке и сервисному обслуживанию. Важно, чтобы поставщик предоставлял полную информацию о точности измерений, а также о факторах, влияющих на её достижение. Не стоит доверять обещаниям 'высокой точности' без предоставления конкретных данных и подтверждений.
Мы работаем с несколькими поставщиками КИМ. Выбор всегда основывается на комплексной оценке, учитывающей все вышеперечисленные факторы. Важно не только получить хорошее оборудование, но и иметь надежного партнера, который будет оказывать техническую поддержку и обеспечивать регулярную калибровку.
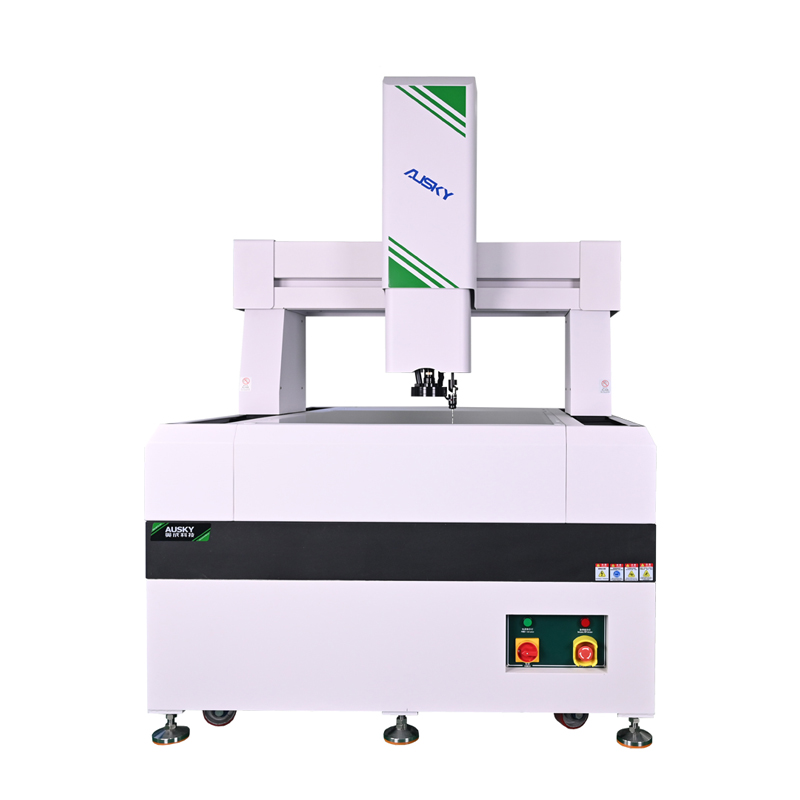
Особенности работы с портальными КИМ от ООО Аотянь Синьчуань Технологии (Шэньчжэнь)
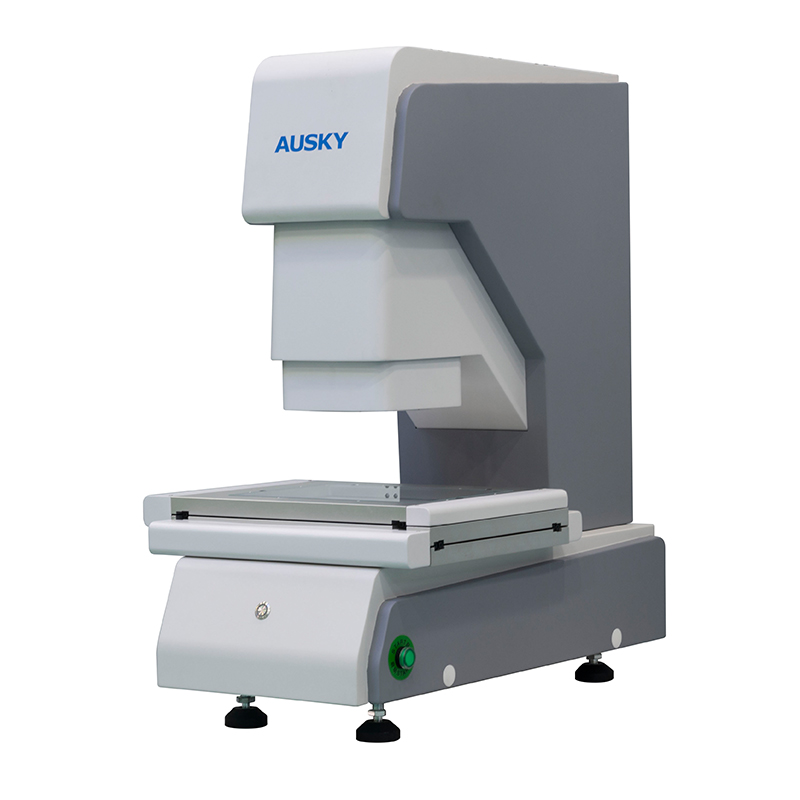
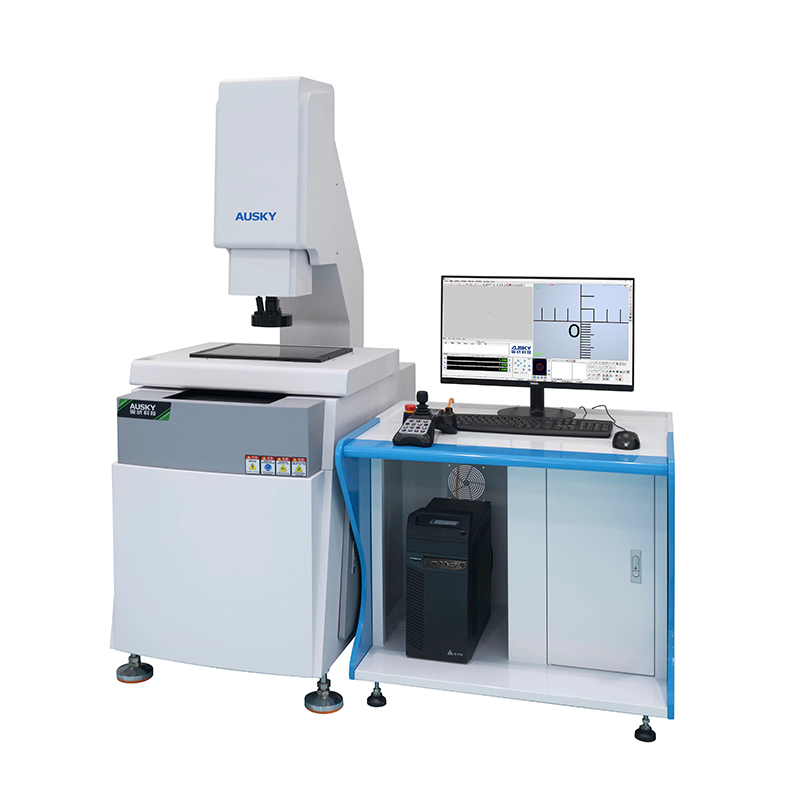
Компания **ООО Аотянь Синьчуань Технологии (Шэньчжэнь)** предлагает широкий спектр КИМ, включая портальные модели с большим диапазоном измерений. Особого внимания заслуживают их решения для быстрого измерения размеров с одной кнопкой. Эти устройства, при правильной калибровке и использовании, могут значительно повысить производительность на производстве, особенно при работе с крупногабаритными деталями. Однако, необходимо учитывать, что точность таких устройств может быть несколько ниже, чем у более сложных моделей.
Мы успешно используем портальные КИМ от этой компании для контроля качества крупных деталей. Благодаря простоте использования и высокой скорости измерений, они позволяют сократить время контроля качества и повысить производительность. Регулярная калибровка и правильное использование позволяют поддерживать необходимую точность измерений.
Заключение
Выбор координатно-измерительной машины – это ответственный шаг, который требует внимательного подхода и учета множества факторов. Не стоит полагаться только на заявленную точность – необходимо понимать, как эта точность достигается и как она может быть подвержена влиянию внешних факторов. Важно выбирать надежного поставщика, который будет оказывать техническую поддержку и обеспечивать регулярную калибровку. И тогда, вы сможете быть уверены в качестве измерений и в качестве продукции.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты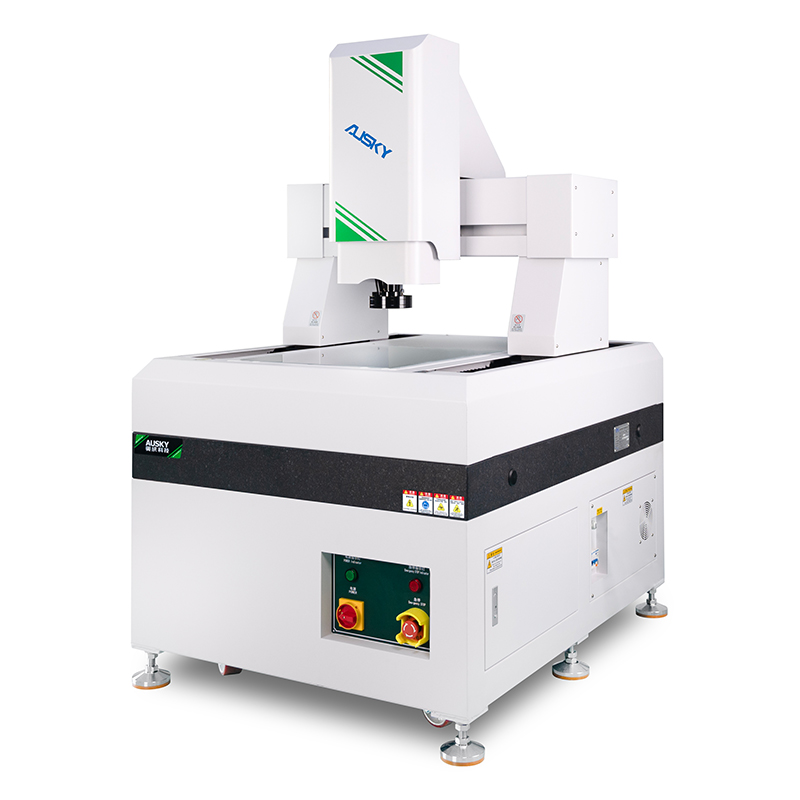







Связанный поиск
Связанный поиск- 3D-Видеоизмерительные приборы Производители
- Метрологическая высокоточная измерительная машина
- координатно измерительная машина global Производители
- измерительная машина прибор цена
- 2D визуальная измерительная машина Основная страна покупателя
- Видео CMM Основная страна покупателя
- 3D измерительная машина
- Приспособления для cmm завод
- hexagon измерительные машины Поставщики
- 3D оптическая машина сравнения Основная страна покупателя







