


координатно измерительная машина как работает Основная страна покупателя
Начну с того, что часто слышу от новичков – 'это просто чудо техники, она сама все делает!'. Нет, конечно, автоматизация здесь играет огромную роль, но координатно-измерительная машина (КИМ) – это не просто коробка с датчиками. Это сложная система, требующая понимания принципов работы, умения интерпретировать данные и, что немаловажно, знания специфики производства. В общем, за красивым интерфейсом скрывается немало нюансов, а понять их – задача не из простых. И вот почему я хочу поделиться своими наблюдениями, основанными на практическом опыте работы с такими приборами и понимании рынка.
Обзор: Зачем нужна КИМ и кто ее покупает?
Если кратко, то КИМ позволяет быстро и точно измерять геометрические параметры деталей, сравнивая их с заданными значениями. Это существенно ускоряет контроль качества, особенно в условиях серийного и массового производства. Но не все понимают, для каких отраслей это действительно критично. И именно этот вопрос определяет основную страну покупателя – и вот тут начинается самое интересное.
Принцип работы координатно-измерительной машины
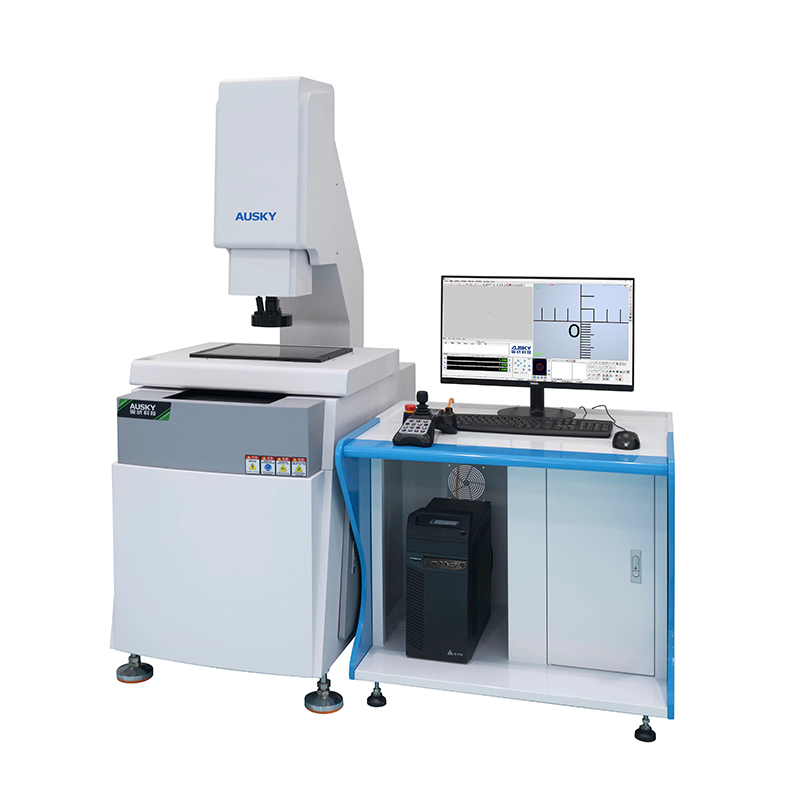
В основе работы КИМ лежит принцип трассировки 3D-поверхности объекта с помощью датчиков. Самые распространенные варианты – это оптические датчики, лазерные сканеры и промышленные датчики. В общем случае процесс выглядит так: объект помещается на поверочный стол, датчик сканирует его поверхность, и данные о координатах точек фиксируются. Затем специальное программное обеспечение анализирует эти данные, сравнивает их с заданными параметрами (например, чертежом) и выдает результат в виде отчета.
Интересно, что разница между разными типами датчиков не только в точности, но и в скорости сканирования, что, в свою очередь, влияет на время измерений. Например, лазерные сканеры обычно быстрее оптических, но могут быть менее точными в определенных условиях освещения или отражаемости поверхности. Я когда-то пытался настроить оптический сканер на измерение деталей из матовой стали – пришлось повозиться с настройками, чтобы получить приемлемую точность. А вот с лазерным – все получилось сразу, что говорит о важности подбора датчика под конкретные задачи.
Программное обеспечение – это тоже важный элемент. Оно отвечает за обработку данных, визуализацию результатов и формирование отчетов. Некоторые системы позволяют выполнять даже сложные операции, такие как расчет шероховатости поверхности, определение отклонений от формы и расположения, и т.д. Но опять же, для этого нужно понимать, какие именно параметры важны для контроля в вашем производстве. Если вы просто проверяете наличие отверстий, то вам не нужна сложная аналитика.
Основные этапы измерения
Несмотря на автоматизацию, ручной фактор все еще присутствует. Например, нужно правильно установить деталь на поверочный стол, закрепить ее и выбрать оптимальный режим сканирования. Если деталь установлена неправильно, то результат будет неверным. Или если отражающая способность поверхности низкая, то сканер может 'заблудиться'.
Например, недавно у нас был случай с измерениями деталей из обработанного алюминия. Сначала получались очень странные результаты – сканер вообще не мог 'увидеть' поверхность. Оказалось, что на алюминии был тонкий слой масла, который сильно ухудшал отражающие свойства. Пришлось тщательно очищать деталь перед измерением. Это, конечно, увеличило время подготовки, но зато позволило получить точные и надежные данные.
Следующим этапом является анализ полученных данных. Программа автоматически сравнивает измеренные значения с заданными параметрами и выдает отчет об ошибках. В некоторых случаях требуется ручная корректировка данных, например, для учета погрешностей датчиков или особенностей конструкции детали. И тут нужно иметь опыт и понимание того, что вы измеряете. Например, важно учитывать, что при измерении длинных деталей может возникать ошибка из-за деформации стола.
Основные производители и страны-поставщики
Если говорить об основных производителях КИМ, то здесь лидируют немецкие, японские и американские компании. Например, Zeiss, Hexagon, Mitutoyo и Renishaw – это известные бренды, предлагающие широкий спектр моделей КИМ для разных задач. Немецкие системы обычно отличаются высокой точностью и надежностью, японские – скоростью и компактностью, а американские – гибкостью и возможностями кастомизации.
Но стоит отметить, что не всегда дорогое оборудование является лучшим выбором. Например, для простых задач вполне достаточно недорогих китайских КИМ. Главное – внимательно изучить характеристики оборудования и убедиться, что оно соответствует требованиям вашего производства. Мы часто встречаем ситуацию, когда компании покупают очень дорогое оборудование, которое им на самом деле не нужно. Это не только трата денег, но и сложность обслуживания и обучения персонала.
Основная страна покупателя и причины
Что касается основной страны покупателя, то, на мой взгляд, это Китай и страны Азии. Во-первых, там огромный рынок сбыта для продукции машиностроения, и все больше компаний стремятся повысить качество своей продукции. Во-вторых, там активно внедряются современные технологии, и КИМ становится все более востребованным инструментом. В-третьих, там, как правило, более гибкие условия сотрудничества и более низкие цены. По сути, это позволяет компаниям из Азии быть более конкурентоспособными на мировом рынке.
Мы, как компания ООО Аотянь Синьчуань Технологии (Шэньчжэнь), заметили растущий интерес к нашим решениям со стороны китайских компаний. Они активно интересуются портальными КИМ с большим диапазоном измерений, так как это позволяет им контролировать размеры крупных деталей без перемещения объекта. Это, безусловно, тренд будущего. Наш сайт [https://www.ausky.ru](https://www.ausky.ru) содержит подробную информацию о наших продуктах и решениях. Но, как я уже говорил, не стоит слепо гнаться за 'самым дорогим' оборудованием – важно понимать, что именно вам нужно, и выбирать КИМ, который соответствует вашим задачам и бюджету.
Заключение
Итак, координатно-измерительная машина – это мощный инструмент для контроля качества, но ее эффективное использование требует знаний и опыта. Не стоит думать, что это просто 'чудо техники', которое все делает само по себе. Важно понимать принцип работы, уметь интерпретировать данные и выбирать оборудование, которое соответствует вашим задачам. И, конечно, нужно постоянно обучаться и следить за новыми технологиями.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты



Связанный поиск
Связанный поиск- оператор измерительной машины завод
- типы координатно измерительных машин Производители
- Прибор для измерения изображений VMS Основная страна покупателя
- Измерительный промышленный проектор цена
- Машина для визуального высокоточного контроля Основный покупатель
- видеоизмерительный микроскоп norgau Поставщики
- Линейка стеклянных линий Производитель
- CNC визуальное измерение Поставщики
- видеоизмерительный микроскоп Основный покупатель
- координатно измерительная машина как работает завод







