


координатно измерительная машина как работает Производители
Сразу скажу, многие думают, что координатно-измерительная машина – это просто огромный, сложный механизм для точных измерений. Да, в целом это так, но за кажущейся сложностью скрывается довольно логичная система. А вот кто ее делает? Тут тоже не все так просто, рынок довольно фрагментирован, и уровень технологий у разных производителей существенно отличается. Попробую рассказать о том, как я это вижу, основываясь на своем опыте работы в этой сфере.
Основные принципы работы КИМ
В основе работы КИМ лежит, по сути, сканирование объекта. Машина перемещает датчик (обычно называемый головкой) вдоль осей координат – X, Y, и Z. При этом датчик измеряет положение на поверхности объекта. Далее, эти данные обрабатываются компьютером, который строит 3D-модель объекта. Здесь важно понимать, что существуют различные типы КИМ, отличающиеся по конструкции датчика и способу захвата данных. Например, есть машины с контактными датчиками, которые физически касаются поверхности, а есть неконтактные, использующие лазер, оптические или ультразвуковые методы. Каждый из этих методов имеет свои плюсы и минусы, влияющие на точность, скорость измерений и применимость к различным материалам.
Я помню, как в начале работы с КИМ приходилось сталкиваться с проблемой обработки данных с контактных датчиков. Особенно это актуально для объектов с шероховатой поверхностью. Шум, вызванный вибрациями и неровностями, существенно снижал точность измерений. Тогда мы использовали сложные алгоритмы фильтрации, а также применяли различные техники калибровки. Сейчас, с развитием современных программных комплексов, эта задача решается гораздо проще, но принципиальная необходимость в качественной обработке данных остается.
Типы датчиков и их особенности
Как я уже упоминал, выбор датчика – ключевой момент. Контактные датчики обеспечивают высокую точность, но могут повредить мягкие материалы. Неконтактные датчики более универсальны, но уступают в точности. Лазерные датчики позволяют измерять большие объекты, а ультразвуковые – измерять объекты с сложной геометрией. Для работы с металлом часто используют инфракрасные датчики, которые менее чувствительны к загрязнениям.
Однажды нам заказчик принес очень сложную деталь из титана, покрытую тонким слоем пасты. С контактным датчиком получить точные измерения было невозможно – деталь была слишком хрупкой, а паста – слишком скользкой. Тогда мы использовали лазерный сканер с специальным пылесосом, который собирал пасту с поверхности. Это позволило нам получить точные данные, но потребовало значительного времени на подготовку детали.
Производители координатно-измерительных машин
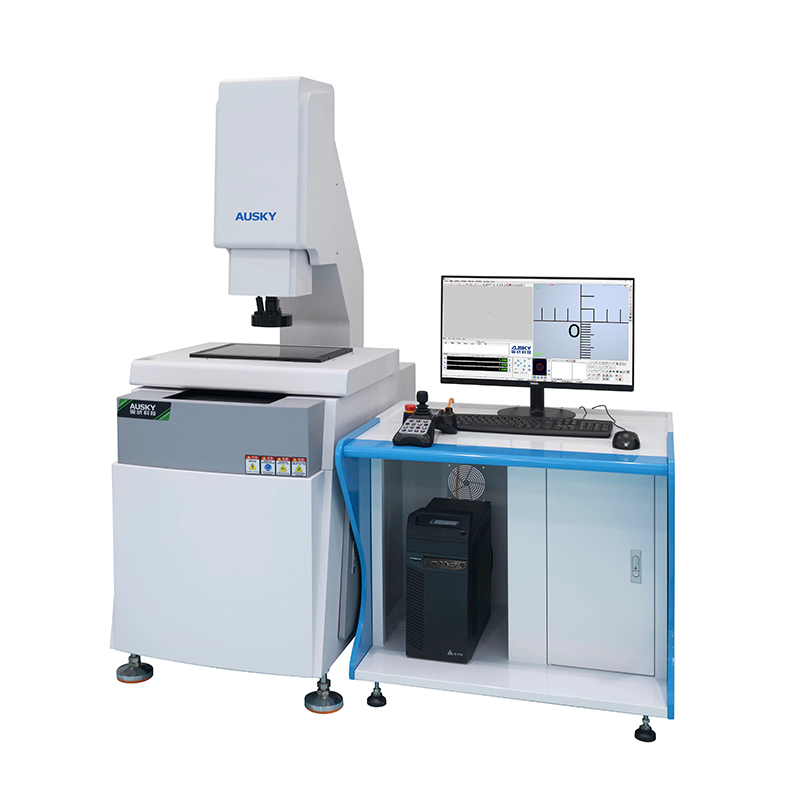
Рынок производителей КИМ довольно разнообразен. Есть крупные международные компании, такие как Zeiss, Hexagon, Mitutoyo, которые предлагают широкий спектр моделей и обеспечивают высокий уровень сервиса. Однако, существуют и менее известные, но не менее достойные компании, предлагающие более доступные решения. В частности, компания ООО ?Аотянь Синьчуань Технологии (Шэньчжэнь)? ([https://www.ausky.ru/](https://www.ausky.ru/)) выпускает ручные и автоматические измерительные приборы, а также портальные системы с широким диапазоном измерений. Они предлагают неплохое соотношение цена/качество, особенно для небольших предприятий.
Я часто сталкиваюсь с вопросами выбора КИМ для различных задач. Стоимость машины может варьироваться от нескольких десятков тысяч до нескольких сотен тысяч долларов, в зависимости от точности, функциональности и производителя. Поэтому, прежде чем принимать решение, необходимо четко определить требования к измерительным задачам, а также оценить свои финансовые возможности. Не стоит забывать и о затратах на обслуживание и калибровку оборудования.
ООО ?Аотянь Синьчуань Технологии (Шэньчжэнь)? и их продукция
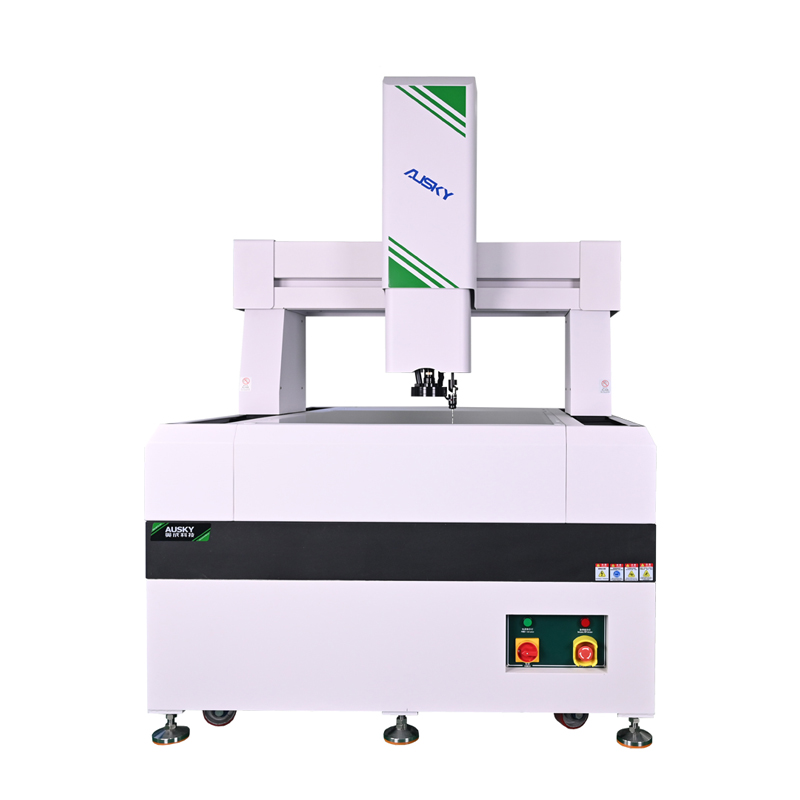
ООО ?Аотянь Синьчуань Технологии (Шэньчжэнь)? специализируется на разработке и производстве измерительных приборов для различных отраслей промышленности. Их продукция включает ручные и автоматические измерительные машинки, портальные системы для визуальной оценки и приборы для быстрого измерения размеров. Мне кажется, их портальные системы с большим диапазоном измерений – это очень перспективное направление, особенно для контроля качества крупногабаритных деталей.
Их ручные координатно-измерительные машины, конечно, не обладают такой мощностью, как автоматические, но они очень удобны в использовании и позволяют быстро проводить измерения в полевых условиях. Это может быть полезно, например, для контроля качества металлоконструкций на строительной площадке. Я видел пример, когда они использовали их для проверки размеров стальных балок, что позволило избежать дорогостоящих ошибок в монтаже.
Проблемы и подводные камни при работе с КИМ
Несмотря на все преимущества, работа с КИМ не всегда проходит гладко. Часто возникают проблемы с калибровкой оборудования, обработкой данных и обучением персонала. Калибровка – это сложный и трудоемкий процесс, который требует специального оборудования и квалифицированных специалистов. Неправильная калибровка может привести к серьезным ошибкам в измерениях.
Кроме того, важно правильно выбрать программное обеспечение для обработки данных. Существует множество различных программных комплексов, и не все они одинаково хорошо подходят для решения конкретных задач. Необходимо учитывать тип датчика, сложность объекта и требования к точности измерений. Я однажды столкнулся с проблемой, когда программное обеспечение, которое мы выбрали для обработки данных с лазерного сканера, оказалось несовместимым с нашим оборудованием. Пришлось искать другое решение, что потребовало дополнительных затрат времени и денег.
Обучение персонала и стандарты качества
Еще один важный аспект – обучение персонала. Для того чтобы эффективно использовать КИМ, необходимо, чтобы операторы владели навыками работы с оборудованием и программным обеспечением, а также понимали принципы измерений. Важно также соблюдать стандарты качества и проводить регулярные проверки оборудования.
Сейчас все больше компаний внедряют систему управления качеством, которая включает в себя контроль качества на всех этапах производства. Это позволяет выявлять и устранять дефекты на ранних стадиях, что снижает затраты на исправление ошибок. Использование координатно-измерительных машин в системе управления качеством – это важный шаг на пути к повышению конкурентоспособности.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты







Связанный поиск
Связанный поиск- координатно измерительная машина принцип работы Производители
- чпу координатные измерительные машины Поставщик
- Инструментальное измерение Производитель
- видеоизмерительный микроскоп norgau цена
- Машина визуального контроля
- Профильный проектор Основная страна покупателя
- hexagon измерительные машины цена
- Машина для измерения видимости
- координатно измерительная машина принцип работы цена
- контрольно измерительные приборы машин завод







