


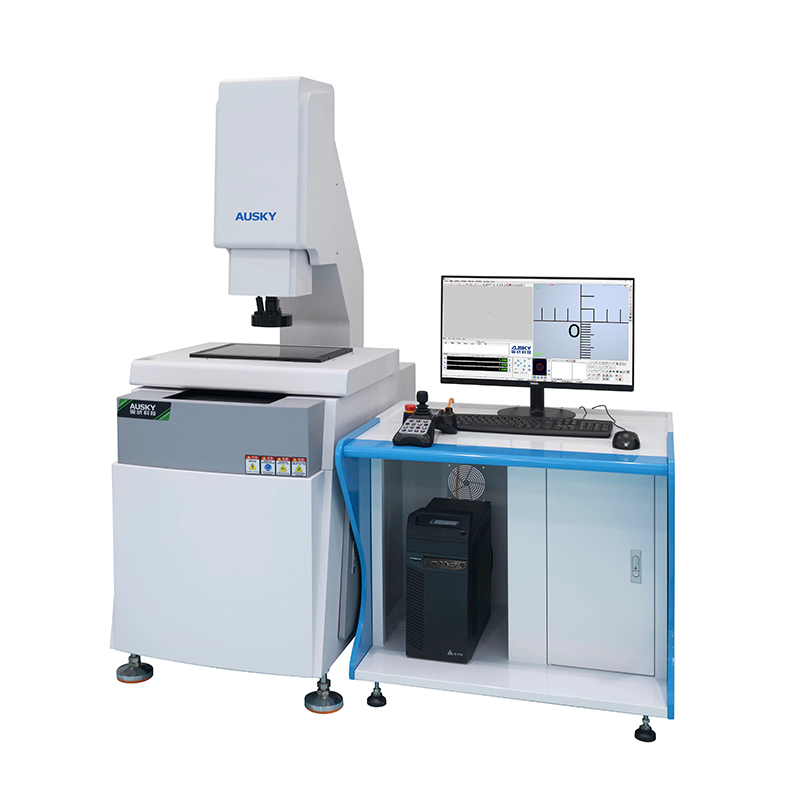
Полностью автоматический прибор для измерения изображений завод
В последнее время разговоры вокруг полностью автоматических приборов для измерения изображений ведутся очень активно. Обещают автоматизацию, высокую точность, минимальное вмешательство человека. Но давайте посмотрим правде в глаза – в реальности все не так однозначно. Многие производители делают слишком оптимистичные заявления, а конечный результат часто оказывается далеким от идеала. Сегодня хочу поделиться своим опытом, который, надеюсь, поможет разобраться в этой теме.
Что мы имеем на самом деле?
Начнем с того, что 'полностью автоматический' – это, скорее, идеальная модель, а не реальность. Даже самые продвинутые системы требуют калибровки, настройки параметров и регулярного контроля качества. Возьмем, к примеру, процесс контроля качества деталей в автомобильной промышленности. Изначально идея была в том, чтобы полностью исключить оператора, снизить затраты и повысить производительность. Однако, на практике возникают проблемы с обработкой сложных геометрических форм, изменением условий освещения и необходимостью адаптации к различным типам материалов. Мы сталкивались с ситуациями, когда система отказывалась работать с незначительными отклонениями от заданных параметров, которые легко обнаружил бы опытный оператор.
Еще одна важная проблема – это сложность алгоритмов обработки изображений. Недостаточно просто сделать качественный снимок. Нужно правильно выделить объект, учесть искажения, связанные с углом обзора, и учесть влияние текстуры материала. Это требует разработки сложных алгоритмов, которые, к сожалению, не всегда соответствуют требованиям конкретного производства.
Проблемы калибровки и интеграции
Калибровка – это критически важный этап, но зачастую его недооценивают. Неправильная калибровка приводит к неточным результатам измерений, что может иметь серьезные последствия для качества продукции. Мы работали над интеграцией такой системы в существующий производственный процесс. Оказалось, что существующие системы контроля качества требовали значительных доработок для совместимости с новым оборудованием. Это включало в себя изменение интерфейсов, переписывание программного обеспечения и даже перепроектирование производственной линии. Стоимость этих работ оказалась значительно выше, чем изначально планировалось.
Следующей проблемой является интеграция с другими системами предприятия – ERP, MES и т.д. Отсутствие четкого интерфейса и стандартов обмена данными приводит к трудностям в анализе результатов и управлении производством. Данные, собранные с помощью автоматических систем измерения изображений, должны быть интегрированы в систему планирования и учета, чтобы можно было оперативно принимать решения о корректировке производственного процесса.
Примеры из практики
У нас был заказ на внедрение системы контроля качества шарнирных соединений в мебельной промышленности. Требовалось измерять углы и расстояния с высокой точностью. Мы рассматривали несколько вариантов, включая системы, использующие полностью автоматическое измерение изображений. В итоге выбрали систему от ООО Аотянь Синьчуань Технологии (Шэньчжэнь) – они предлагают широкий спектр решений, в том числе портальные приборы с большим диапазоном измерений. Это позволило нам решить задачу с минимальным вмешательством оператора. Помимо этого, их приборы для быстрого измерения размеров с одной кнопкой оказались очень удобными для операторов, требующих быстрой оценки.
Однако, и в этом случае не обошлось без проблем. Мы столкнулись с трудностями при работе с неровными поверхностями и блестящими материалами. В этих случаях система давала неточные результаты. Для решения этой проблемы потребовалось разработать специальные алгоритмы обработки изображений и изменить параметры освещения. Это потребовало значительных усилий и времени, но в итоге позволило добиться желаемой точности.
Реализация системы с повышенным уровнем автоматизации
В другом проекте мы использовали систему, сочетающую в себе полностью автоматическое измерение изображений и ручную операцию валидации. Это позволило нам достичь оптимального баланса между автоматизацией и контролем качества. Оператор проводит предварительную обработку образцов, затем система измеряет характеристики, а оператор проверяет результаты и принимает окончательное решение. Такой подход позволяет снизить вероятность ошибок и повысить надежность системы.
Одним из интересных решений, которые мы применили, была система машинного зрения с использованием искусственного интеллекта. Она позволила автоматизировать процесс распознавания дефектов и классификации деталей. Это позволило значительно сократить время на контроль качества и повысить производительность. Однако, внедрение такой системы потребовало значительных затрат на обучение и настройку алгоритмов. И, конечно, необходимо постоянно следить за обновлением этих алгоритмов, чтобы они оставались эффективными.
Выводы и рекомендации
Полностью автоматические приборы для измерения изображений – это перспективное направление, но не панацея от всех проблем. Для успешного внедрения такой системы необходимо учитывать множество факторов, включая сложность производственного процесса, качество материалов, требования к точности и необходимость интеграции с другими системами предприятия. Не стоит ожидать мгновенного результата – потребуется время и усилия на настройку, калибровку и обучение персонала.
Если вы рассматриваете возможность внедрения автоматизированных систем измерения изображений на своем производстве, то я рекомендую провести тщательный анализ всех факторов и выбрать поставщика, который имеет опыт работы в вашей отрасли. Также важно учитывать стоимость владения системой, включая затраты на обслуживание, калибровку и обновление программного обеспечения. Не стоит экономить на обучении персонала – квалифицированные операторы и специалисты по обслуживанию системы – это залог успешного внедрения и эксплуатации.
ООО Аотянь Синьчуань Технологии (Шэньчжэнь) – это компания, с которой мы сотрудничаем уже несколько лет и можем рекомендовать ее решения для контроля качества. У них есть широкий ассортимент приборов и опыт реализации проектов в различных отраслях промышленности. Подробную информацию о их продуктах и услугах можно найти на сайте https://www.ausky.ru.
Что еще важно помнить?
Важным аспектом является обеспечение надежности системы. Необходимо предусмотреть резервные механизмы, чтобы избежать простоев в случае выхода из строя одного из компонентов. Также необходимо регулярно проводить профилактическое обслуживание системы, чтобы предотвратить возникновения неисправностей. Мы в нашей практике часто сталкивались с ситуациями, когда простое техническое обслуживание позволяло избежать серьезных поломок и дорогостоящего ремонта.
И наконец, не стоит забывать о безопасности. Система контроля качества должна быть спроектирована таким образом, чтобы исключить риск травм для операторов. Необходимо предусмотреть защитные ограждения, блокировки и другие меры предосторожности.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты




Связанный поиск
Связанный поиск- 3D оптическая видеографическая координатно-измерительная машина Основный покупатель
- цифровой измерительный микроскоп
- Машина для измерения изображения Производитель
- измерительные приборы в машине Поставщики
- измерительная машина рука цена
- Видеоизмерительная система VMS цена
- Приспособления для cmm Основная страна покупателя
- Видеометрическая машина Поставщики
- измерение координатно измерительной машиной
- видеоизмерительный микроскоп norgau Основная страна покупателя







