


система оптическая координатно измерительная отслеживаемый товар заводы
В последнее время наблюдается повышенный интерес к системам автоматизации контроля качества на производственных предприятиях. Часто встречается подход, ориентированный на комплексные решения, включающие датчики, камеры, и сложную обработку данных. Но давайте откровенно: не всегда нужна эта 'машина'. Важно понимать, что действительно эффективная система оптическая координатно-измерительная отслеживаемая товар заводы – это не только набор гаджетов, но и грамотный подход к специфике производства и задачам контроля. Мы, как компания ООО Аотянь Синьчуань Технологии (Шэньчжэнь), имеем некоторый опыт в этой области, и хочу поделиться своими мыслями, основанными не на теоретических рассуждениях, а на реальных проектах.
Проблема 'человеческого фактора' и его влияние на точность
Часто видим попытки полностью автоматизировать процесс измерения, заменяя человека машиной. Иногда это оправдано, но чаще приводит к проблемам. Например, автоматизированная система, настроенная под идеальные условия, может давать неверные результаты при изменении освещения, загрязнениях на поверхности детали или просто из-за небольших погрешностей в калибровке. Человек, наоборот, обладает гибкостью и опытом – он может учесть эти факторы. Конечно, это не значит, что нужно полностью отказываться от автоматизации, но важно уметь находить баланс. Особенно это касается отслеживаемой товар заводы, где производственный процесс может быть довольно динамичным.
Мы однажды работали на предприятии, производящем сложные механические детали. Заказчик хотел внедрить систему оптической координатной измерения, чтобы заменить ручной контроль. Изначально был предложен довольно дорогой комплекс с высокой точностью. Но после нескольких месяцев работы выяснилось, что система часто выдавала ложные срабатывания из-за вибрации оборудования. Решение – интеграция системы с алгоритмами фильтрации данных и добавление возможности ручной коррекции. Просто автоматизация – это еще не решение.
Влияние производственной среды на точность измерений
Очевидно, что условия на производстве оказывают существенное влияние на качество измерений. Постоянные вибрации, температурные колебания, наличие пыли и грязи – все это может привести к отклонениям. При работе с отслеживаемой товар заводы особенно важно учитывать эти факторы при выборе оборудования и алгоритмов обработки данных. Например, для работы в условиях повышенной вибрации часто используют специальные виброизолирующие платформы, а для защиты оптики – пылезащитные кожухи. Мы часто рекомендуем нашим клиентам проводить предварительное тестирование оборудования в реальных условиях производства, чтобы оценить его работоспособность и выявить возможные проблемы.
Еще одна важная проблема – это калибровка оборудования. Оптические системы требуют регулярной калибровки, чтобы обеспечить высокую точность измерений. Калибровку можно проводить как на месте, так и в специализированных лабораториях. Мы предлагаем нашим клиентам услуги по калибровке оборудования и обучению персонала. Без регулярной калибровки даже самое дорогое оборудование может давать неверные результаты.
Типы систем оптического координатно-измерительного контроля
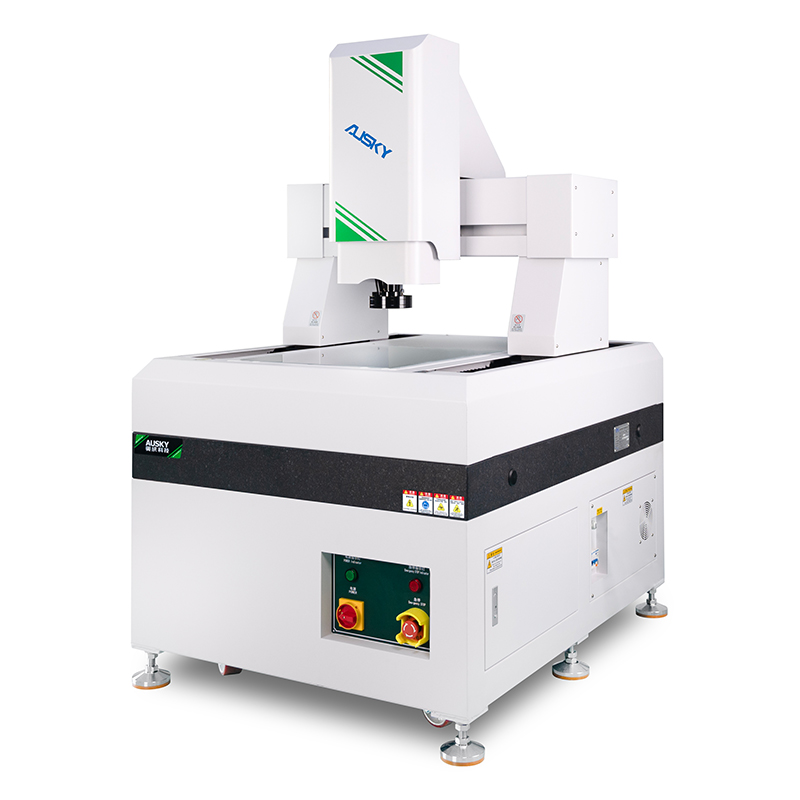
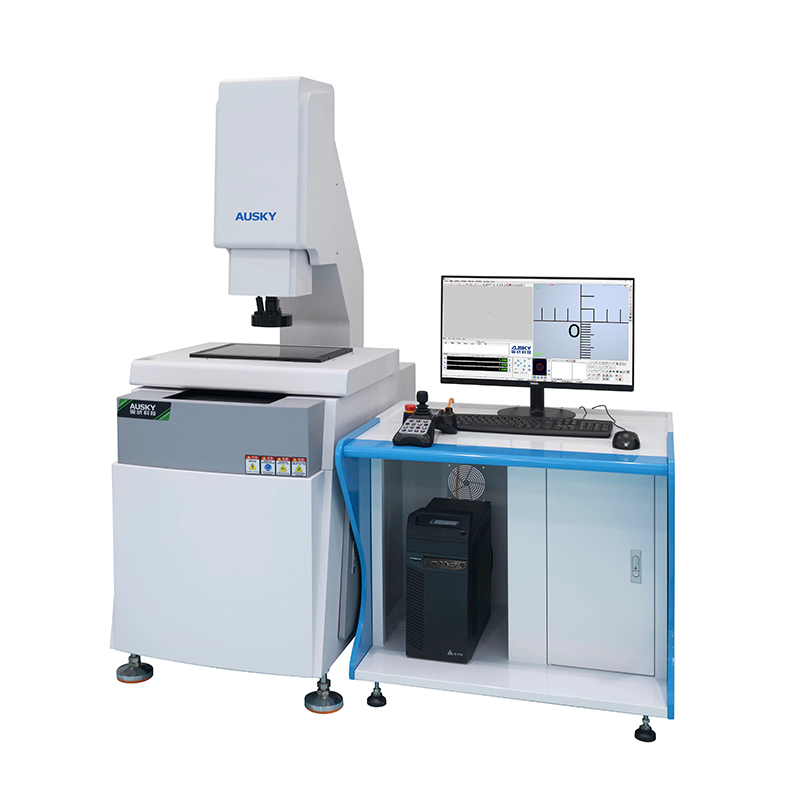
Существует несколько типов систем оптической координатной измерения, которые можно использовать на заводых. Наиболее распространенные – это стационарные системы с координатным столом, портальные системы с большим диапазоном измерений и мобильные системы с использованием 3D-сканеров. Выбор конкретной системы зависит от специфики производства, размеров деталей и требуемой точности измерений.
Например, для контроля крупных деталей часто используют портальные системы. Они позволяют быстро и точно измерять размеры деталей, которые не помещаются на координатный стол. Для контроля мелких деталей, наоборот, лучше использовать стационарные системы. Они обеспечивают высокую точность измерений, но требуют больше времени на проведение контроля. А мобильные системы с использованием 3D-сканеров – это универсальное решение, которое можно использовать для контроля деталей любой формы и размера.
Выбор оптимального решения для конкретного производства
При выборе системы оптической координатно-измерительная отслеживаемая товар заводы важно учитывать не только технические характеристики оборудования, но и особенности производственного процесса. Необходимо оценить сложность деталей, требуемую точность измерений, скорость контроля и доступный бюджет. Иногда оптимальным решением может быть комбинация нескольких систем, например, стационарная система для контроля основных размеров и мобильный 3D-сканер для контроля сложных элементов.
Мы часто сталкиваемся с ситуацией, когда заказчики выбирают слишком дорогое оборудование, которое им не нужно. Например, им требуется точность до 0.01 мм, но они покупают систему, которая обеспечивает точность до 0.001 мм. Это приводит к переплате и не дает ощутимого улучшения качества контроля. Поэтому важно тщательно анализировать потребности производства и выбирать оптимальное решение, которое соответствует этим потребностям.
Интеграция с системами управления качеством и MES
Современные системы контроля качества не могут существовать изолированно. Они должны быть интегрированы с системами управления качеством (QMS) и системами управления производством (MES). Это позволяет автоматизировать процессы контроля, собирать данные о качестве деталей и использовать их для улучшения производственного процесса. Интеграция с MES также позволяет отслеживать состояние оборудования и планировать профилактическое обслуживание.
Например, интегрируя систему оптической координатной измерения с QMS, можно автоматически регистрировать результаты контроля и выявлять дефекты. Эти данные можно использовать для анализа причин дефектов и принятия мер по их устранению. Интеграция с MES позволяет отслеживать количество дефектных деталей и планировать переработку или утилизацию.
Современные тенденции в области контроля качества
В последние годы наблюдается рост интереса к использованию искусственного интеллекта (AI) и машинного обучения (ML) в области контроля качества. AI и ML позволяют автоматизировать процессы анализа данных, выявлять скрытые закономерности и прогнозировать возможные дефекты. Например, можно использовать AI для анализа изображений деталей и выявления дефектов, которые не видны невооруженным глазом. Или использовать ML для прогнозирования выхода годной продукции на основе данных о параметрах производственного процесса.
Мы в ООО Аотянь Синьчуань Технологии активно изучаем возможности применения AI и ML в области контроля качества. Мы уверены, что эти технологии смогут значительно повысить эффективность и точность контроля. Однако, важно понимать, что AI и ML – это не панацея. Они требуют большого объема данных и квалифицированных специалистов для разработки и внедрения.
Примеры успешного внедрения в различных отраслях
Наш опыт работы охватывает различные отрасли промышленности: машиностроение, авиастроение, автомобилестроение, приборостроение и др. Для каждой отрасли требуется индивидуальный подход и специализированное оборудование. Мы разрабатываем и внедряем системы оптической координатно-измерительная отслеживаемая товар заводы, которые соответствуют требованиям конкретного производства и обеспечивают высокую точность и надежность контроля.
Например, для одного из наших клиентов, работающих в авиастроении, мы разработали систему контроля сложных деталей самолета. Система позволила значительно сократить время контроля и повысить точность измерений. Другому клиенту, работающему в автомобилестроении, мы помогли внедрить систему контроля качества деталей двигателей. Система позволила снизить количество дефектных деталей и повысить надежность двигателей.
Рекомендации по внедрению системы оптической координатно-измерительная отслеживаемая товар заводы
Если вы планируете внедрить систему оптической координатно-измерительная отслеживаемая товар заводы на вашем предприятии, мы рекомендуем вам выполнить следующие шаги:
- Тщательно проанализировать потребности производства.
- Выбрать оптимальную систему и оборудование.
- Интегрировать систему с QMS и MES.
- Обучить персонал работе с системой.
- Регулярно проводить калибровку оборудования.
ООО Аотянь Синьчуань Технологии готова предоставить вам консультации и помощь во внедрении системы оптической координатно-измерительная отслеживаемая товар заводы на вашем предприятии. Мы предлагаем полный спектр услуг: от разработки концепции до внедрения и поддержки системы.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты





Связанный поиск
Связанный поиск- Система измерения изображения
- видео измерительная машина Производители
- тендер измерительная машина Основный покупатель
- Контурная измерительная машина Производитель
- контрольно измерительные приборы машин заводы
- Высокоточная инспекционная машина с быстрым изображением завод
- измерительная машина global заводы
- измерительная машина инструмента
- 2D визуальная измерительная машина Поставщик
- Изображение Высокоточная машина для проверки размеров цена







