


трехкоординатная измерительная машина
Трехкоординатная измерительная машина (ТКИМ) – это, на первый взгляд, достаточно простое устройство. Но опыт работы с ними показывает, что за кажущейся простотой скрывается целый комплекс проблем, требующих глубокого понимания как принципов работы, так и особенностей конкретных задач. Часто начинающие специалисты недооценивают сложность калибровки, влияние внешних факторов и необходимость постоянной валидации результатов. Попытаюсь поделиться некоторыми наблюдениями, основанными на многолетней практике.
Основные этапы работы с ТКИМ и возможные 'подводные камни'
Процесс измерения с помощью ТКИМ включает в себя несколько ключевых этапов: подготовка образца, установка на машину, калибровка, проведение измерений и анализ полученных данных. Каждый из этих этапов связан с определенными рисками и потенциальными источниками ошибок. Например, подготовка образца – это не просто очистка, а обеспечение чистоты поверхности, отсутствие царапин и других дефектов, которые могут существенно повлиять на точность измерений. Иногда даже незначительная пыль, скрытая от невооруженного глаза, может привести к неверным результатам. Это особенно актуально при работе с мелкими деталями.
Калибровка ТКИМ – это критически важный этап. Недостаточно просто запустить программу калибровки. Важно понимать, какие параметры необходимо калибровать, какие эталоны использовать и как правильно интерпретировать результаты. В нашей практике были случаи, когда при использовании некорректных эталонов или при неправильной настройке параметров калибровки получались совершенно неверные результаты измерений. Это может привести к серьезным последствиям, особенно при производстве высокоточных деталей.
После проведения измерений важно тщательно проанализировать полученные данные и выявить возможные отклонения. Это может потребовать использования специальных программных средств, позволяющих проводить статистический анализ и выявлять выбросы. Иногда, даже при использовании современной ТКИМ, невозможно полностью исключить влияние внешних факторов, таких как вибрация или температурные изменения. Поэтому важно учитывать эти факторы при интерпретации результатов.
Проблемы с обеспечением стабильности и точности измерений
Одной из самых распространенных проблем является обеспечение стабильности измерений во времени. Необходимо регулярно проводить проверку ТКИМ и при необходимости ее калибровать. Кроме того, важно учитывать влияние окружающей среды на точность измерений. Например, температурные изменения могут привести к расширению или сжатию деталей, что может повлиять на результаты измерений. В нашем случае, при измерениях больших деталей, мы использовали термостат для поддержания стабильной температуры окружающей среды.
Еще одна проблема – это влияние вибрации на точность измерений. Вибрация может привести к смещению головки ТКИМ, что может привести к неверным результатам измерений. Для минимизации влияния вибрации мы использовали специальную виброизолирующую платформу под ТКИМ. Мы также применяем различные алгоритмы фильтрации данных для устранения шумов, вызванных вибрацией.
В последние годы все больше внимания уделяется автоматизации процесса измерений. Автоматизация позволяет сократить время измерений, уменьшить вероятность ошибок и повысить производительность. Однако, автоматизация также требует дополнительных усилий по настройке и обслуживанию ТКИМ. Необходимо правильно настроить программное обеспечение для автоматического проведения измерений и обеспечить бесперебойную работу всех компонентов ТКИМ.
Практический опыт и примеры из работы
Наш опыт работы с ТКИМ охватывает широкий спектр задач, от контроля качества деталей до разработки новых продуктов. Мы сотрудничаем с различными предприятиями, работающими в области машиностроения, авиастроения, автомобилестроения и других отраслях. Один из интересных проектов был связан с разработкой и производством высокоточных деталей для авиационной промышленности. В этом проекте нам пришлось использовать ТКИМ для контроля качества деталей с высокой точностью.
Мы столкнулись с проблемой, связанной с необходимостью измерения деталей сложной формы. Для решения этой проблемы мы использовали специальное программное обеспечение для ТКИМ, которое позволяет проводить измерения деталей сложной формы. Мы также использовали 3D-сканирование для получения точной модели детали, которая использовалась для проведения измерений.
Иногда мы сталкиваемся с ситуациями, когда невозможно выполнить измерения из-за нехватки доступа к детали или из-за ее хрупкости. В этих случаях мы используем альтернативные методы контроля, такие как оптическое измерение или измерение с помощью лазерных дальномеров. Однако, эти методы, как правило, менее точны, чем измерения с помощью ТКИМ.
Перспективы развития и инновации
Сейчас активно развивается направление, связанное с интеграцией ТКИМ с другими технологиями, такими как машинное обучение и искусственный интеллект. Это позволяет автоматизировать процесс анализа данных и выявлять скрытые закономерности. Например, с помощью машинного обучения можно обучить ТКИМ распознавать дефекты деталей и выявлять отклонения от нормы. Это может значительно повысить эффективность контроля качества.
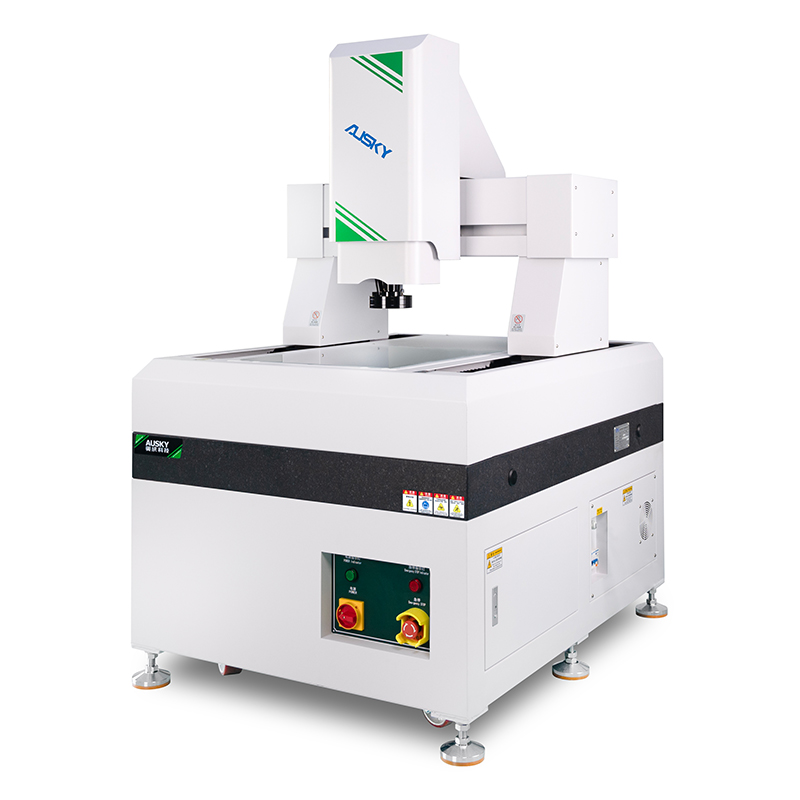
Также стоит отметить развитие портальных измерительных машин с большим диапазоном измерений. Эти машины позволяют проводить измерения больших деталей без необходимости перемещения образца. Это особенно актуально для работы с крупногабаритными деталями, такими как корпуса двигателей или детали машин.
В заключение, хотелось бы подчеркнуть, что работа с ТКИМ – это не просто использование сложного оборудования, а комплексный процесс, требующий глубоких знаний и опыта. Необходимо учитывать множество факторов, чтобы обеспечить точность и надежность измерений. Постоянное совершенствование технологий и развитие новых методов контроля позволит повысить эффективность производства и улучшить качество продукции.
ООО Аотянь Синьчуань Технологии (Шэньчжэнь) разрабатывает и производит широкий спектр измерительного оборудования, включая ТКИМ. Мы предлагаем нашим клиентам не только современное оборудование, но и профессиональную техническую поддержку и обучение.
Больше информации о нашей компании и продукции можно найти на нашем сайте: https://www.ausky.ru.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты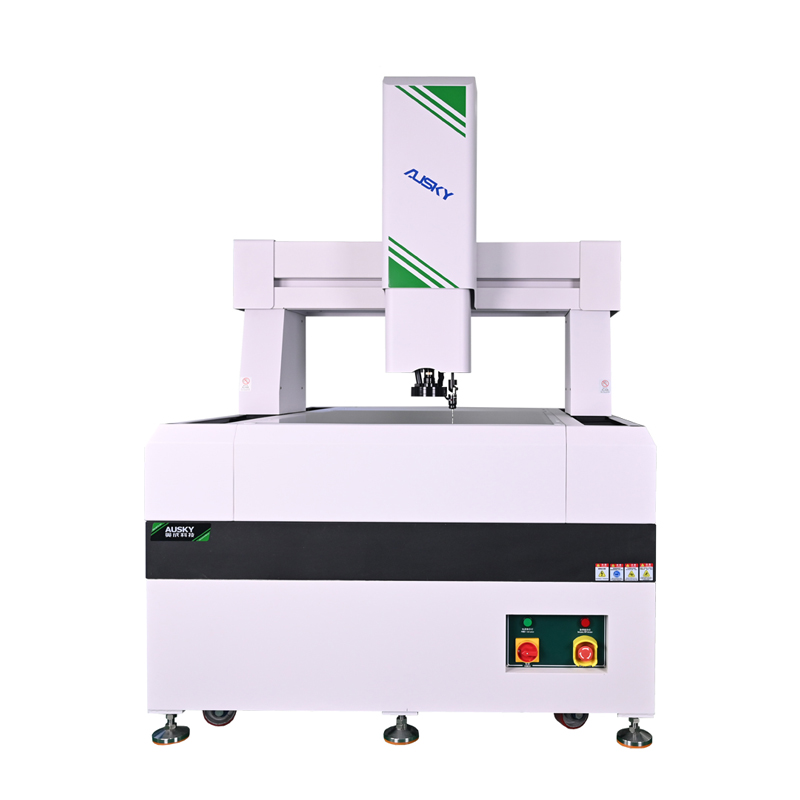







Связанный поиск
Связанный поиск- Машина для визуального высокоточного контроля Поставщики
- координатно измерительная машина как работает заводы
- Видеометрическая система Производитель
- Машина для измерения и проверки видимости цена
- измерительная машина Поставщик
- 3D CMM измерительная машина цена
- Визуальные измерения заводы
- CNC визуальное измерение Производитель
- Машина для измерения видимости с ЧПУ Поставщики
- 1 координатно измерительная машина цена







