


vmm Машинное зрение для измерения инструмента Поставщик
В последнее время все чаще слышу о применении машинного зрения в сфере контроля качества и измерений. По сути, это не новость – технология развивается уже давно. Но вот переходить от теоретических разработок к реальным, эффективным решениям для измерения инструмента – это совсем другая история. Во многих компаниях зреет понимание, что старые, ручные методы контроля просто не справляются с требованиями точности и скорости современного производства. И тут в игру вступает машинное зрение, которое обещает автоматизировать процесс, снизить влияние человеческого фактора и, как следствие, повысить качество продукции. Но не всегда получается внедрить это “волшебство” – часто возникают вопросы, связанные с интеграцией, калибровкой и, конечно, стоимостью. Попробую поделиться своим опытом, основанным на практической работе с различными решениями в этой области.
Проблема точности и скорости: где ручной контроль выходит из оборота
Изначально, если говорить о ручном измерении инструмента, то мы говорим о высокой квалификации оператора. Он должен уметь правильно пользоваться измерительными инструментами, интерпретировать показания, учитывая все факторы – температуру, влажность, степень загрязнения поверхности. Даже у опытного специалиста возможна погрешность, особенно при больших объемах работы. А если у нас – постоянный поток продукции, то ручной контроль просто не успевает. Наши клиенты часто сталкиваются с ситуацией, когда пропуск дефектов, вызванных человеческим фактором, обходится очень дорого. В результате – отбраковка партии, переделки, потеря времени и ресурсов. Вот здесь и появляется потребность в автоматизированных решениях. Это не просто замена одного метода другим, это – новый уровень контроля, дающий возможность точно настроить процесс и добиться стабильного качества.
Какие задачи решаются с помощью машинного зрения в измерении инструмента?
Спектр задач, которые можно решить с помощью машинного зрения для измерения инструмента, довольно широк. Например, это контроль геометрических размеров – длина, ширина, диаметр, угол. Это проверка формы – цилиндричность, конусообразность, плоскостность. Это даже выявление микроскопических дефектов, которые не видны невооруженным глазом. Конечно, все зависит от сложности инструмента и требований к точности. Мы часто сталкиваемся с задачами, когда необходимо измерять неровности поверхности с точностью до микрона. И для этого нужны специальные алгоритмы и калибровочное оборудование. Это, впрочем, не всегда сложно – современное оборудование хорошо интегрируется с существующими системами контроля.
Иногда возникает вопрос: насколько хорошо машинное зрение справляется с неидеальными образцами? Например, если инструмент загрязнен, имеет следы смазки или окисления, то это может существенно повлиять на результаты измерений. Для решения этой проблемы необходимо использовать специальные методы предварительной обработки изображений – фильтрацию, нормализацию, сегментацию. И, конечно, правильно настроить параметры системы машинного зрения. Это требует определенных знаний и опыта, но мы всегда готовы помочь нашим клиентам в этом вопросе.
Опыт работы и типичные проблемы внедрения
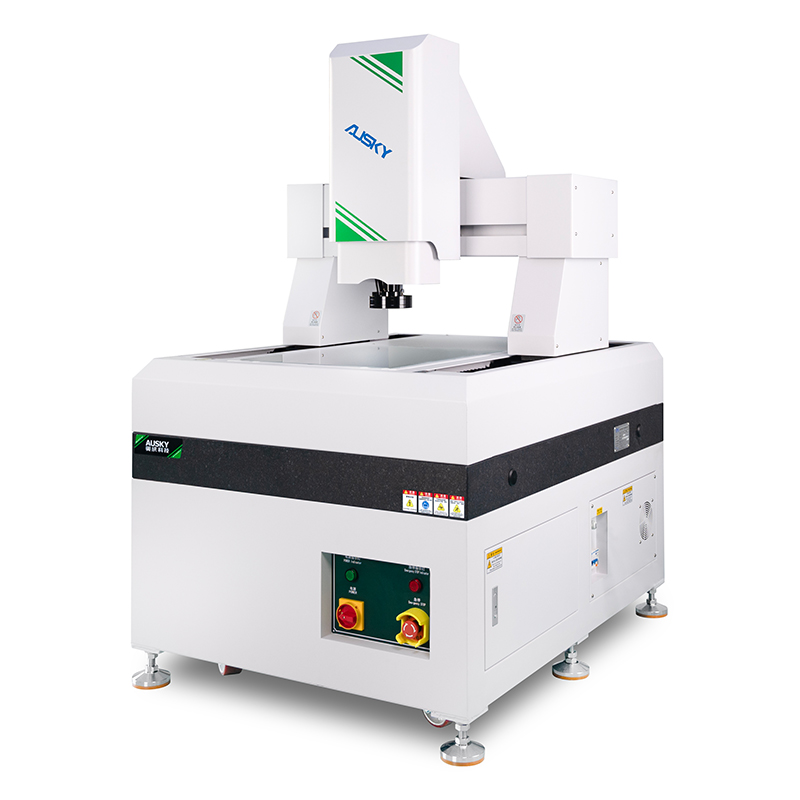
ООО Аотянь Синьчуань Технологии (Шэньчжэнь) занимается разработкой и внедрением решений для автоматического контроля качества. Мы предлагаем ручные и автоматические измерительные приборы, а также портальные системы с большим диапазоном измерений, позволяющие быстро и точно оценить геометрию деталей. Мы часто сталкиваемся с тем, что компании не понимают всей сложности внедрения машинного зрения. Чаще всего проблема не в самой технологии, а в ее интеграции в существующую производственную линию. Например, может возникнуть сложность с подключением к существующей системе управления производством (MES) или с передачей данных в ERP-систему. Это требует разработки специальных интерфейсов и интеграционных модулей.
Калибровка и точность: не все так просто
Еще одна проблема – калибровка системы машинного зрения. Это очень важный процесс, который напрямую влияет на точность измерений. Необходимо правильно откалибровать камеры, освещение, измерительные инструменты. Это может потребовать использования специальных калибровочных эталонов и алгоритмов. Иногда возникают ситуации, когда калибровка не дает желаемых результатов – например, из-за неточностей в геометрии измерительного инструмента или из-за влияния внешних факторов (температура, влажность, вибрация). В таких случаях необходимо тщательно проанализировать причину проблемы и внести корректировки в процесс калибровки.
Мы, например, в одном проекте столкнулись с проблемой неточной калибровки из-за вибрации производственной линии. Пришлось разработать специальные алгоритмы компенсации вибрации, а также установить виброизолирующие опоры для оборудования. Это потребовало дополнительных затрат времени и ресурсов, но в конечном итоге позволило добиться желаемой точности измерений.
Что нужно учитывать при выборе поставщика решений для измерения
Выбирая поставщика систем машинного зрения для измерения инструмента, важно учитывать несколько факторов. Во-первых, это опыт компании в данной области – сколько проектов они уже реализовали, какие отрасли они обслуживают. Во-вторых, это технические характеристики предлагаемого оборудования – точность, скорость, диапазон измерений, возможности интеграции. В-третьих, это стоимость решения – не только стоимость оборудования, но и стоимость его внедрения и обслуживания.
Важность квалифицированной технической поддержки
Очень важно, чтобы поставщик предлагал квалифицированную техническую поддержку – помощь в установке, настройке, калибровке оборудования, а также обучение персонала. Иначе, даже самое дорогое оборудование не будет эффективно работать. Особенно это важно на начальном этапе внедрения, когда необходимо оптимизировать процесс контроля качества и добиться стабильных результатов.
Мы всегда стараемся предоставлять нашим клиентам полный спектр услуг – от разработки концепции до внедрения и технической поддержки. Мы не просто продаем оборудование, мы предлагаем комплексное решение, которое позволит им повысить эффективность производства и улучшить качество продукции.
Соответствующая продукция
Соответствующая продукция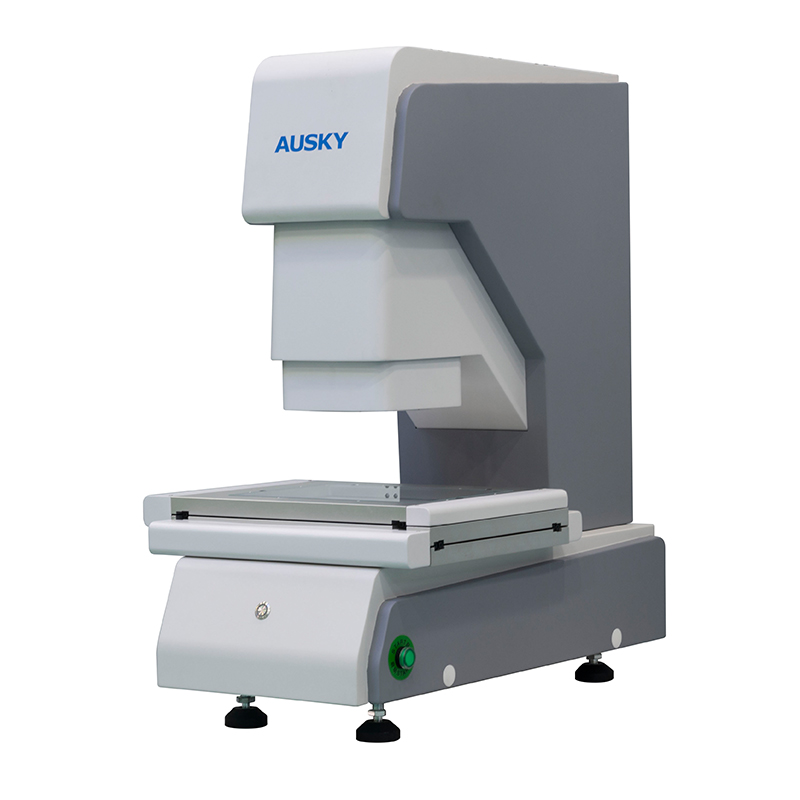





Самые продаваемые продукты
Самые продаваемые продукты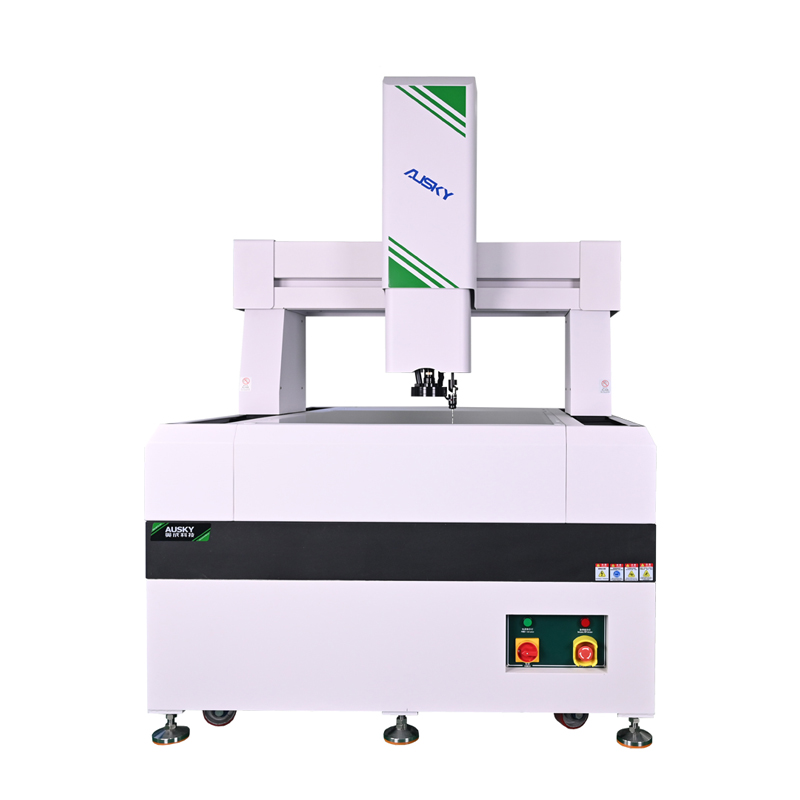






Связанный поиск
Связанный поиск- измерительные машины виды Производители
- Профильный проектор Основный покупатель
- контроль измерительная машина Поставщик
- Система измерения видимости с ЧПУ Производитель
- машина измерительная координатная Производитель
- измерительная машина global цена
- 3D оптическая видеографическая координатно-измерительная машина Основная страна покупателя
- видеоизмерительный микроскоп цена
- 2D видео измерительная машина Основный покупатель
- Линейка стеклянных линий Производители







